|
Применение технологии поверхностного монтажа в производстве гибридно-интегральных модулей СВЧ
Технология сборки гибридно-интегральных схем (ГИС) СВЧ в опытном и мелкосерийном производстве представляет собой традиционную последовательность операций монтажа. Развитие электроники по пути снижения себестоимости изделий и повышения производительности труда приводит к тому, что необходимо по-новому взглянуть на процесс изготовления приборов.
Руководством компании «Микроволновые системы» была поставлена задача организовать серийное производство мощных гибридно-интегральных транзисторных усилителей для авиационной аппаратуры с параметрами, соответствующими лучшим мировым образцам (октавная полоса частот в L- и S- диапазонах, выходная мощность до 20–25 Вт), с выпуском 50–100 штук в месяц. При этом требовалось использовать современные технологии и сохранить массогабаритные и электрические параметры изделия, разработанного по традиционной технологии.
Конструкция осваиваемого в производстве СВЧ усилителя представляет собой набор ГИС, установленных в металлическом корпусе с помощью винтов и соединенных между собой проволочными или ленточными перемычками методом односторонней контактной микросварки (рис. 1). ГИС состоит из металлического основания, выполненного из материала с высокой теплопроводностью и низким коэффициентом линейного расширения (сплав медь-молибден), тонкопленочных керамических плат из алюмооксидной керамики с напыленными проводниками и резисторами и дискретных электронных компонентов в виде кристаллов (транзисторов, монолитных интегральных схем, диодов, однослойных СВЧ-конденсаторов), монтируемых методом термозвуковой микросварки.

Рис. 1. Конструкция СВЧ-усилителя
Процесс сборки ГИС — наиболее трудоемкая составляющая в производстве модулей СВЧ. При традиционном подходе сборка ГИС представляет собой типовую последовательность технологических операций, приведенную на рис. 2.

Рис. 2. Традиционная технология сборки ГИС
Выполняя эти операции, нужно учитывать множество дополнительных параметров: подбор припоев с различной температурой плавления для последовательных операций пайки, подбор температурных режимов сварки кристалла, дополнительный подогрев подложки при лужении и другие моменты. Трудоемкость процессов 7 и 8 (см. рис. 2) зависит в основном от типа выбранного оборудования и от квалификации персонала. Остальные операции требуют внимательного рассмотрения, так как все они (кроме отмывки) являются термическими процессами (на рисунке выделены красным цветом).
При традиционной технологии для лужения (процессы 1, 2) и пайки пассивных компонентов (процесс 5) используются паяльная станция и термостолик, для пайки плат на основание (процесс 4) — только термостолик.
При освоении изделий в производстве рассматривались различные варианты технологий, а также требования, которым они должны были соответствовать, в частности:
- уменьшение трудоемкости сборки;
- сохранение неизменными материалов платы и основания;
- минимальное изменение топологии плат, не ухудшающее электрических параметров ГИС;
- доступность применяемых материалов.
Технология сборки складывается из технологических операций, как цепь из звеньев, и, правильно расположив операции монтажа, можно добиться существенного увеличения производительности труда. Технологами ЗАО «Микроволновые системы» предложена новая технологическая схема монтажа ГИС СВЧ, представляющая собой последовательность технологических операций, показанная на рис. 3.

Рис. 3. Новая технология сборки ГИС
По сравнению с традиционной новая технология имеет следующие преимущества:
- исключено применение пайки с помощью паяльной станции, уменьшен риск растрескивания плат при облуживании и риск повреждения бескорпусных элементов от перегрева;
- уменьшено число термических операций;
- уменьшено число отмывочных операций;
- повышена производительность труда за счет замены трудоемких ручных операций лужения и пайки на групповую операцию оплавления припойной пасты.
Применение новых технологий приводит к использованию новых материалов и оборудования. Для операции нанесения паяльной пасты — это выбор метода нанесения и типа паяльной пасты. Мы предпочли способ нанесения с помощью пневмодозатора. Это связано со следующими особенностями конструкции ГИС, делающими нецелесообразным использование метода трафаретной печати:
- рельефным металлическим основанием ГИС;
- небольшими габаритами плат (от 5x6 мм до 40x9 мм);
- небольшим объемом выпуска ГИС (750–1500 штук в месяц) при номенклатуре 20–25 типов.
Была выбрана паяльная паста на основе состава Sn62/Pb36/Ag2 и флюса NO-Clean.
Порошок припоя имеет размер частиц 25–45 мкм. Остатки флюса хорошо смываются промывочными жидкостями фирмы Zestron. Указанные материалы используются в технологии SMD-монтажа и широко распространены. С помощью пневмодозатора паяльная паста точечными дозами наносится на основание ГИС. На основание с нанесенной пастой устанавливаются керамические платы с помощью пинцета или ручного вакуумного пинцета. Затем паяльная паста наносится на контактные площадки плат.
Для установки пассивных компонентов (однослойных и многослойных керамических конденсаторов, чип-резисторов и чип-индуктивностей) на платы предназначен ручной манипулятор, на узел захвата которого установлена цветная мини-видеокамера с выходом на телевизор — монитор. Данное приспособление позволяет рабочему средней квалификации устанавливать на платы ГИС и печатные платы SMD-элементы видоразмера от 0201 и керамические однослойные СВЧ-конденсаторы с размерами 0,5x0,5x0,1 мм и более.
Процесс оплавления паяльной пасты происходит в конвекционной печи кабинетного типа TWS-800 фирмы TWS. В печь помещается сборка-»сэндвич», состоящая из пяти слоев:
- Металлическое основание.
- Слой паяльной пасты.
- Керамические платы.
- Слой паяльной пасты.
- Пассивные элементы.
В процессе нагрева в печи идет одновременное припаивание плат к основанию и элементов к платам. Важными характеристиками микросборки СВЧ-диапазона являются габаритные размеры и точность посадки плат на основание. При соблюдении правил конструирования, требований конструкторской документации к входящим элементам и правильной дозировке паяльной пасты достигается точность позиционирования плат на основании и элементов на платах за счет действия сил поверхностного натяжения не хуже 50 мкм. Конвекционная печь также может быть использована как печь для сушки клея после установки полупроводниковых элементов, что является одним из ее достоинств.
После пайки проводится процесс отмывки в ультразвуковой ванне. В качестве отмывочного средства используется жидкость VIGON US фирмы Zestron, разбавленная деионизованной водой в соотношении 1:4. Последовательно проводятся две отмывки в растворе с длительностью обработки 15 минут с последующим ополаскиванием в деионизованной воде и сушкой горячим воздухом.
Данный технологический цикл сборки ГИС, названный нами «технология слоистой пайки» SST (Sandwich Soldering Technology) хорошо зарекомендовал себя в опытном производстве. Однако при его применении возникает проблема, давно решенная в традиционном SMD-монтаже, и связанная с особенностями конструкций СВЧ микрополосковых плат с гальваническим защитным покрытием: из-за опасности значительного ухудшения электрических параметров ГИС на платы невозможно или нецелесообразно нанести защитный слой, ограничивающий растекание припоя и предупреждающий смещение элементов при оплавлении пасты. Для решения этой проблемы в топологии плат выпускаемых серийно усилителей были внесены незначительные изменения — созданы контактные площадки или частичные разрывы металлизации вокруг мест установки элементов, препятствующие растеканию припоя и неоказывающие существенного влияния на параметры ГИС. В основаниях ГИС были сформированы специальные отверстия для выхода остатков флюса из зазоров между экранами плат и основанием в процессе оплавления пасты.
Дополнительным способом повышения производительности стала замена однослойных СВЧ керамических и кремниевых МОП-конденсаторов на высококачественные SMD-конденсаторы в случаях, когда электрические параметры ГИС при этом не ухудшались.
Технологический эффект от такой замены очевиден: монтаж однослойного конденсатора состоит из двух операций — пайки и сварки, а монтаж многослойного SMD конденсатора предусматривает только пайку (рис. 4а, б).
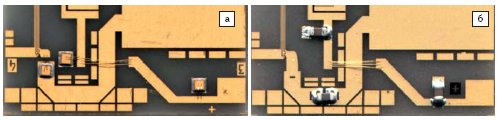
Рис. 4. Плата ГИС:
а) до корректировки;
б) после корректировки
В результате разработки и внедрения описанной выше технологии сборки ГИС в ЗАО «Микроволновые системы» были получены следующие результаты:
- Время сборки типовой ГИС, состоящей из основания, двух керамических плат и 12 конденсаторов в партиях по 20 штук, составило 4,5 минуты, что в 3–4 раз меньше, чем при стандартной технологии. Это позволило на 10–12% уменьшить общую трудоемкость изготовления изделия и обеспечить выпуск 50–100 изделий в месяц при численности производственного персонала сборочного участка 7 человек.
- Замена однослойных СВЧ-конденсаторов на многослойные SMD-конденсаторы (там, где это допускалось особенностями схемотехники усилителя) привела к дополнительному снижению стоимости комплектации и трудоемкости изделия. В СВЧ-усилителях было заменено более 35% однослойных конденсаторов. При этом на 5% уменьшилось общее количество перемычек, выполненных методом термозвуковой микросварки, что привело к уменьшению расхода сварочного инструмента и проволоки, снижению времени работы сварочного оборудования и в целом — к сокращению стоимости изделия.
- Снизились требования к квалификации рабочих сборочного участка, увеличилась возможность взаимозаменяемости специалистов на операциях, на 10% уменьшилась общая нагрузка на зрение работников, связанная с выполнением операций под микроскопом.
Сергей ДОРОВСКИХ
|